|
OTTO HS-hydraulika siłowa
ul. Cezarego Klimka 6A
84-241 Gościcino
NIP: 588-114-78-68
email: ottohs.biuro@yahoo.com
tel: 58-678-83-23
Tel: 58-678-83-21
kom. 500212119
pracujemy od poniedziałku do piątku od 8-16
www.ottohs.pl
|
|
 |
| Start » STRONA GŁÓWNA |
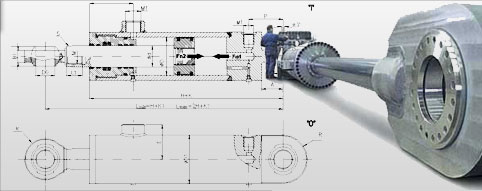
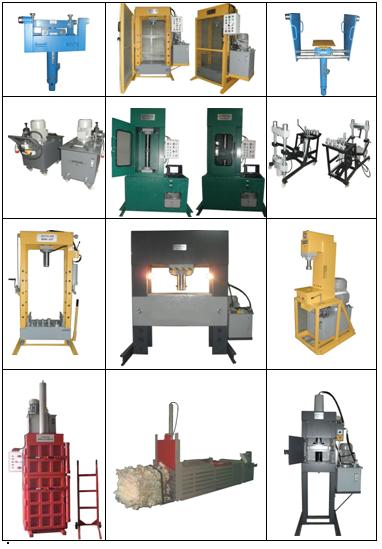
Projektowanie, produkcja, handel i regeneracja podzespołów hydrauliki siłowej. Produkty: prasy warsztatowe, produkcyjne, laboratoryjne, podnośniki kanałowe, belownice, siłowniki, agregaty, pompy. Wszystkie oferowane urządzenia są produkowane przez nas w Polsce.Działamy nieprzerwalnie od 1996 roku 
ZAPRASZAMY DO ZAPOZNANIA SIĘ Z NASZYM ASORTYMENTEM.

|
|